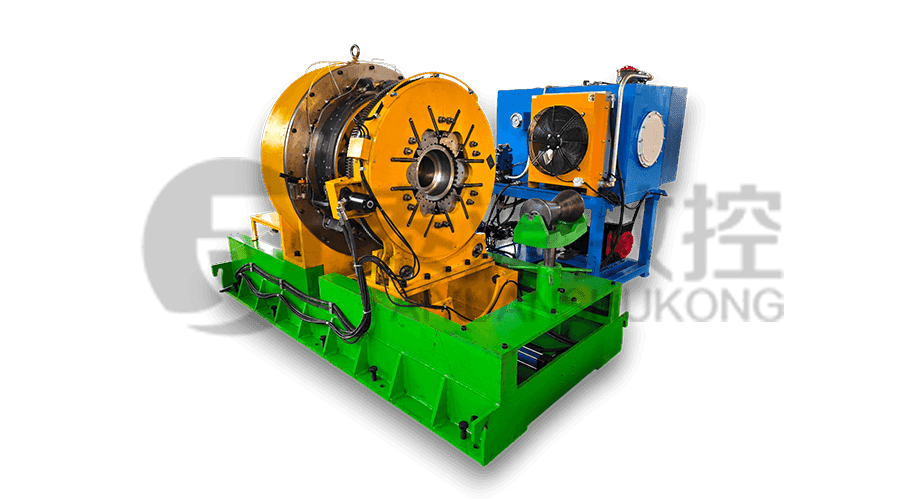
Model: TYSK-630T
Maszyna przyjmuje system FANUC CNC ze stabilną dokładnością przetwarzania i e...


Doskonała dokładność przetwarzania sprzętu, dobra sztywność i wydajność przetwarzania pierwszej klasy, aby nasze produkty mogły być zakwalifikowane do standardów API i większości połączeń rynkowych.

Maszyna przyjmuje system FANUC CNC ze stabilną dokładnością przetwarzania i e...





W wymagającym środowisku produkcji Oil Country Tubular Goods (OCTG) przestrzeganie standardów 5CT Amerykańskiego Instytutu Naftowego (API) to nie tylko wymóg regulacyjny – to podstawa bezpieczeństwa operacyjnego. Inte...

W sektorze produkcji sprzętu naftowego, w którym stawka jest wysoka, przejście od samodzielnego sprzętu do w pełni zintegrowanych systemów nie jest już luksusem – jest koniecznością techniczną. A maszyna do gwinto...
W branży wysokowydajnych tworzyw sztucznych efektywność przetwarzania drogich surowców w nadające się do użytku folie jest krytycznym wskaźnikiem rentowności. Przetwarzanie kęsów z wypełnionym PTFE (politetrafluoroety...
Nasze zobowiązanie
Naszym celem jest dostarczanie rynkowi i naszym klientom rozwiązań dostosowanych do ich potrzeb, bez względu na to, czy chodzi o pojedynczy produkt czy też kompletny zestaw urządzeń.
Mimo że rynki, zastosowania i klienci są różni, my stosujemy unikalne podejście, które prowadzi naszych klientów do sukcesu.
Będziemy cierpliwie i ostrożnie odpowiadać na wszelkie zapytania i uwagi klientów.
W przypadku jakichkolwiek konsultacji z klientami, postaramy się przedstawić najbardziej profesjonalną i rozsądną wycenę w najszybszym możliwym terminie.
W przypadku każdego nowego produktu naszego klienta komunikujemy się z nim w sposób bardzo profesjonalny, wysłuchujemy jego opinii i udzielamy praktycznych wskazówek, aby mieć pewność, że dostarczamy mu najlepsze produkty.
Zrealizujemy każde zamówienie naszego klienta na czas, gwarantując jakość i ilość.

Podczas pracy Maszyna tokarki złącza i sprzęgła Aby przetworzyć połączenia i sprzężenia rur wiertniczego, wspólne problemy i rozwiązania zużycia narzędzia są następujące:
Wspólne problemy z noszeniem narzędzi
Zużycie ścierne: Podczas przetwarzania połączeń rurek wiertniczego i sprzęgła, twarde punkty w materiale obrabianym, takie jak węgliki, azotki itp., Przycinają i zarysowuje powierzchnię narzędzia jak cząsteczki ścierne, powodujące zużycie narzędzia. Zwłaszcza podczas przetwarzania materiałów rur z wyższą twardością, zużycie ścierne jest bardziej oczywiste.
Zużycie kleju: Podczas procesu cięcia występuje silne tarcia i wysoka temperatura między narzędziem a powierzchnią obrabia, powodując rozproszenie atomów między narzędziem a materiałem obrabianym. Kiedy narzędzie i przedmiot obrabia poruszają się względem siebie, punkt wiązania zostanie rozdarty, powodując zabranie materiału narzędzia, tworząc zużycie kleju. Ten rodzaj zużycia jest podatny na przetwarzanie materiałów o wysokiej lepkości.
Zużycie dyfuzyjne: W warunkach cięcia w wysokiej temperaturze elementy chemiczne narzędzia i materiału obrabianego rozpowszechniają się ze sobą, zmieniając skład chemiczny i właściwości materiału narzędzia, zmniejszając twardość i wytrzymałość narzędzia, a tym samym pogarszając zużycie narzędzia. Zwłaszcza podczas cięcia połączeń rury wiertniczej z dużą prędkością zużycie dyfuzyjne będzie poważniejsze.
Upadek ostrza: Ponieważ przetwarzanie połączeń rury wiertniczej i połączeń zwykle wymaga przerywanego cięcia, na przykład podczas przetwarzania gwintów, narzędzie będzie poddawane okresowym obciążeniom uderzeniowym. Gdy odporność uderzenia narzędzia jest niewystarczająca lub parametry cięcia nie są właściwie wybrane, krawędź narzędzia jest podatna na zawalenie się ostrzy, co powoduje przedwczesną awarię narzędzia.
Zużycie zmęczeniowe termiczne: Podczas procesu cięcia narzędzie wielokrotnie poddawane jest cięcie ciepła, generując naprężenie termiczne. Gdy naprężenie termiczne przekracza wytrzymałość na zmęczenie materiału narzędzia, na powierzchni narzędzia pojawią się pęknięcia. Gdy pęknięcia się rozszerzają i łączą się ze sobą, materiał narzędzi się obiera, tworząc zużycie zmęczeniowe termiczne.
Rozwiązanie
Wybierz odpowiedni materiał narzędzia
W przypadku ciężkiego zużycia ściernego można wybrać narzędzia do węglików o wysokiej twardości i dobrej odporności na zużycie. Sprzęt do przetwarzania prętów wiertniczych wyprodukowany przez Jiangsu Taixing CNC Machine Tool Co., Ltd. jest odpowiedni dla różnych narzędzi. Odpowiedni model narzędzia do węglików można wybrać zgodnie z różnymi wymaganiami przetwarzania w celu poprawy odporności narzędzia na zużycie ścierne.
W celu zużycia wiązania i zużycia dyfuzyjnego można zastosować narzędzia powlekane. Powłoka może utworzyć warstwę izolacyjną między narzędziem a przedmiotem obrabia, zmniejszyć bezpośredni kontakt między narzędziem a materiałem obrabianym oraz zmniejszyć możliwość wiązania i dyfuzji. Na przykład narzędzia powlekane cyny mają dobrą twardość i stabilność chemiczną, które mogą skutecznie zmniejszyć zużycie wiązania i dyfuzji.
Zoptymalizuj parametry cięcia
Zasadniczo dostosuj prędkość cięcia, szybkość zasilającą i głębokość cięcia. Podczas przetwarzania złącza i sprzęgła pręta, jeśli prędkość cięcia jest zbyt wysoka, zaostrzy zużycie narzędzia, zwłaszcza zużycie dyfuzyjne i zużycie zmęczeniowe. Zgodnie z wydajnością materiału i narzędzia wybierz odpowiednią prędkość cięcia. Ogólnie rzecz biorąc, w przypadku materiałów wiertniczych o wyższej twardości prędkość cięcia należy odpowiednio zmniejszyć.
Szybkość zasilania nie powinna być zbyt duża. Nadmierna szybkość zasilacza zwiększy siłę cięcia narzędzia, co jest łatwe do wywołania odpływu narzędzia i zwiększonego zużycia. Rozsądny zakres szybkości paszy można określić poprzez eksperymenty i doświadczenie.
Wybór głębokości cięcia powinien uwzględniać siłę narzędzia i wymagania dotyczące przetwarzania przedmiotu obrabianego i uniknąć nadmiernej głębokości cięcia, co spowoduje przyniesienie narzędzia nadmierne.
Poprawić warunki cięcia
W pełni wykorzystaj płyn do cięcia. Płyn do cięcia ma funkcje chłodzenia, smarowania, usuwania wiórów i zapobiegania rdzeniom, które mogą skutecznie obniżyć temperaturę cięcia, zmniejszyć tarcie między narzędziem a przedmiotem obrabianym, a tym samym zmniejszyć zużycie narzędzia. W celu przetwarzania połączeń i sprzężeń rur wiertkowych należy wybrać płyny cięcia o dobrym ekstremalnym smarowaniu ciśnieniowym i właściwości chłodzenia, takie jak cięcie płynów zawierających ekstremalne dodatki ciśnienia, takie jak siarka i fosfor.
Regularnie czyszcz chipsy w obszarze cięcia, aby zapobiec gromadzeniu się wiórów między narzędziem a przedmiotem obrabianym, powodując zużycie wtórne. Sprzęt Jiangsu Taixing CNC Machine Tool Co., Ltd. może być wyposażony w odpowiednie urządzenia do usuwania układów. Upewnij się, że jego normalne działanie i terminowe rozładowanie układów.
Popraw jakość szlifowania narzędzi
Upewnij się, że ostrość i jakość powierzchni narzędzia. Tępą krawędź zwiększy siłę cięcia i ciepło cięcia, przyspieszy zużycie narzędzia; Nadmierna chropowatość powierzchni narzędzia zwiększy również tarcie i pogorszy zużycie. Dlatego konieczne jest użycie odpowiedniej technologii i sprzętu do szlifowania, aby drobno zmielić narzędzie, aby poprawić jakość szlifowania narzędzi.
Usprawnij i regularnie sprawdzaj narzędzia w celu wykrywania zużycia i uszkodzenia narzędzi w czasie, a także ponownie wykręcić lub wymienić narzędzia, które są poważnie noszone, aby zapewnić jakość i wydajność przetwarzania.
