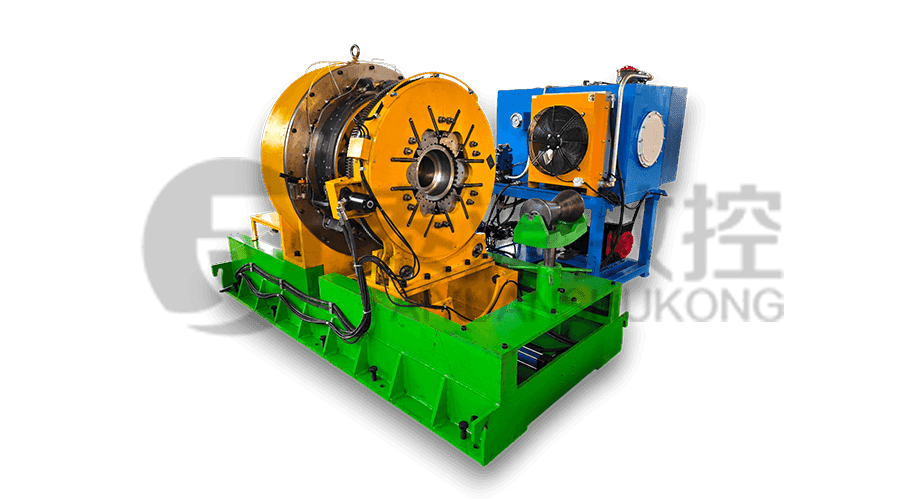
Model: TYSK-630T
Maszyna przyjmuje system FANUC CNC ze stabilną dokładnością przetwarzania i e...


Doskonała dokładność przetwarzania sprzętu, dobra sztywność, wydajność przetwarzania pierwszej klasy, aby nasze produkty mogły być kwalifikowane do standardów API i większości rynku Premium Connection.

Maszyna przyjmuje system FANUC CNC ze stabilną dokładnością przetwarzania i e...

Maszyna przyjmuje system FANUC CNC ze stabilną dokładnością przetwarzania i e...





W wymagającym środowisku produkcji Oil Country Tubular Goods (OCTG) przestrzeganie standardów 5CT Amerykańskiego Instytutu Naftowego (API) to nie tylko wymóg regulacyjny – to podstawa bezpieczeństwa operacyjnego. Inte...

W sektorze produkcji sprzętu naftowego, w którym stawka jest wysoka, przejście od samodzielnego sprzętu do w pełni zintegrowanych systemów nie jest już luksusem – jest koniecznością techniczną. A maszyna do gwinto...
W branży wysokowydajnych tworzyw sztucznych efektywność przetwarzania drogich surowców w nadające się do użytku folie jest krytycznym wskaźnikiem rentowności. Przetwarzanie kęsów z wypełnionym PTFE (politetrafluoroety...
Nasze zobowiązanie
Naszym celem jest dostarczanie rynkowi i naszym klientom rozwiązań dostosowanych do ich potrzeb, bez względu na to, czy chodzi o pojedynczy produkt czy też kompletny zestaw urządzeń.
Mimo że rynki, zastosowania i klienci są różni, my stosujemy unikalne podejście, które prowadzi naszych klientów do sukcesu.
Będziemy cierpliwie i ostrożnie odpowiadać na wszelkie zapytania i uwagi klientów.
W przypadku jakichkolwiek konsultacji z klientami, postaramy się przedstawić najbardziej profesjonalną i rozsądną wycenę w najszybszym możliwym terminie.
W przypadku każdego nowego produktu naszego klienta komunikujemy się z nim w sposób bardzo profesjonalny, wysłuchujemy jego opinii i udzielamy praktycznych wskazówek, aby mieć pewność, że dostarczamy mu najlepsze produkty.
Zrealizujemy każde zamówienie naszego klienta na czas, gwarantując jakość i ilość.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. ma różnorodne narzędzia CNC do przetwarzania rur. Poniżej znajduje się metoda dostosowania parametrów cięcia Maszyna tokarki do gwintowania rur CNC Aby zapewnić jakość gwintu podczas przetwarzania rur różnych materiałów:
Przetwarzanie rur stalowych
Prędkość cięcia: W przypadku rur wykonanych ze stali średniej węglowej prędkość cięcia może wynosić około 100-200 m/min. Jeśli jest to stal stopowa, ze względu na wysoką twardość, prędkość cięcia należy odpowiednio zmniejszyć do około 80-150 m/min, aby zapobiec nadmiernemu zużyciu narzędzia i zapewnić jakość powierzchni nici.
Szybkość zasilania: Zwykle szybkość zasilania na rewolucję jest bardziej odpowiednia przy 0,5-1,2 mm/obr. W przypadku wątków o wysokich wymaganiach precyzyjnych można wybrać mniejszą szybkość zasilacza, taką jak 0,5-0,8 mm/rev, w celu poprawy wykończenia i precyzji wątku.
Głębokość cięcia: Zgodnie ze specyfikacjami i wymaganiami nici głębokość cięcia można kontrolować przy 1-2 mm podczas zgrubnej obróbki i 0,2-0,5 mm podczas drobnej obróbki.
Przetwarzanie rur miedzianych
Prędkość cięcia: Twardość miedzi jest stosunkowo niska, a prędkość cięcia można odpowiednio zwiększyć, ogólnie około 200-300 m/min. Jednak prędkość nie powinna być zbyt wysoka, w przeciwnym razie może spowodować, że miedziane wióry owijają się wokół narzędzia i wpływać na jakość przetwarzania.
Szybkość zasilania: Szybkość zasilania można wybrać między 0,8-1,5 mm/obr. Ze względu na dobrą plastyczność miedzi większa szybkość zasilacza może zmniejszyć siłę cięcia i zapobiec nadmiernemu odkształceniu materiału, ale należy również zauważyć, że nie powinno być zbyt duże, aby uniknąć wpływu na dokładność nici.
Głębokość cięcia: głębokość cięcia może wynosić 1,5-2,5 mm podczas szorstkiej obróbki i 0,3-0,6 mm podczas drobnej obróbki.
Przetwarzanie rur aluminiowych
Prędkość cięcia: Aluminium ma niską twardość i dobrą wydajność cięcia, więc prędkość cięcia może być wyższa, zwykle 300-500 m/min. Należy jednak zwrócić uwagę na problem zbudowanej krawędzi, który może wystąpić podczas szybkiego cięcia, który można rozwiązać za pomocą odpowiednich miar chłodzenia i smarowania.
Szybkość zasilania: Szybkość zasilania może wynosić około 1-2 mm/rev. Ponieważ materiały aluminiowe są bardziej miękkie, większa szybkość zasilacza może poprawić wydajność przetwarzania, ale konieczne jest zapobieganie nadmiernej szybkości zasilania powodowania wad, takich jak zarysowania na powierzchni nici.
Głębokość cięcia: głębokość cięcia może wynosić 2-3 mm podczas szorstkiego przetwarzania i 0,3-0,8 mm podczas doskonałego przetwarzania.
Przetwarzanie rur ze stali nierdzewnej
Prędkość cięcia: stal nierdzewna ma wysoką wytrzymałość i twardość i jest skłonna do stwardnienia pracy. Prędkość cięcia wynosi na ogół 60-120 m/min. Zbyt niska prędkość spowoduje zwiększone zużycie narzędzia, a zbyt duża prędkość może spowodować oparzenia narzędzi i deformację obrabia.
Szybkość zasilania: Szybkość zasilania na rewolucję wynosi na ogół 0,3-0,8 mm/rev. Mniejsza szybkość zasilacza może zmniejszyć siłę cięcia, zmniejszyć stopień utwardzania pracy i pomóc zapewnić jakość nici.
Głębokość cięcia: Głębokość cięcia można kontrolować przy 0,8-1,5 mm podczas zgrubnej obróbki i 0,1-0,3 mm podczas drobnej obróbki.
